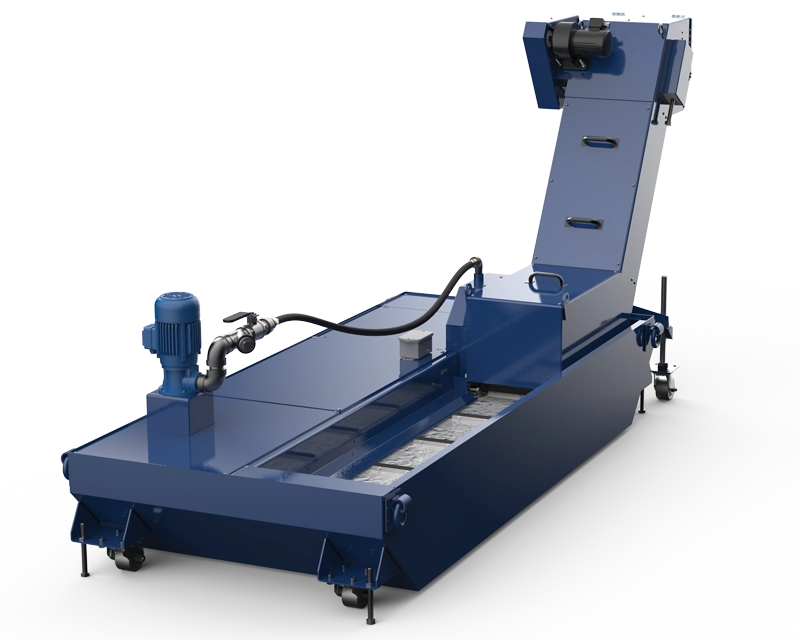
Coolant Filtration. Simplified.
The patented Chip Disc Filtration (CDF) technology achieves high levels of filtration without two separate belts. Our patented disc design provides a direct coolant flow path into the coolant reservoir and can filter a wide variety of materials, both in water and oil based coolant, down to 25 microns nominal.
This affordable, versatile approach to chip removal is Hennig designed and patent protected. It is the most simple approach to coolantfiltration in the market today. The Hennig CDF system is simple by design, and can be used with a scraper type belt or a hinge belt.
Cast Iron Filtration. Made Easy.
For the notoriously difficult cast iron applications, the addition of a solid rotating magnetic drum can be incorporated for efficient removal of floating chips, fines and sludge.
Features & Options
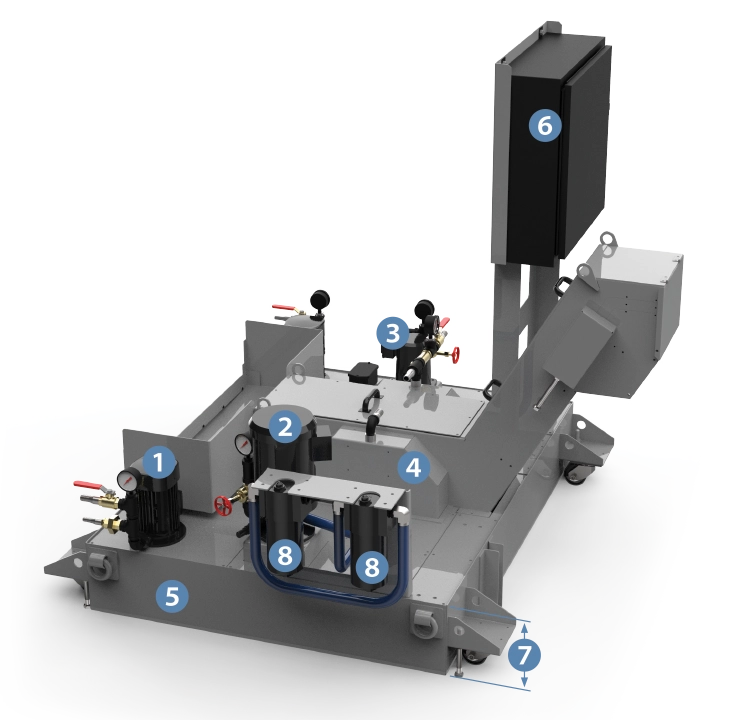
- Main flood coolant pumps
- High pressure pump
- 300-1000 psi (21-69 bar)
- Backwash CDF pump
- Disc access cover panels
- Coolant tank
- Control boxshown with HMI controls
- Low inlet height
- Additional filtration
- Belt type
- can be used with scraper belt or hinge belt
- Filter disc diameter
- 10" (254mm), 12" (305mm), 16" (406 mm)
- Single or multiple discs depending on coolant flow rate
- Solid rotating magnetic drum for collecting cast iron sludge/swarf
- Cartridge or cyclonic filters for filtration down to 10 microns
- Air knife for removing sticky chips from belt
- Sludge pot for easy sludge/swarf disposal
- Any application requiring coolant filtration
- One Belt System For All Chip Types
- Unlike many nylon mesh drum systems, CDF technology does not need two belt systems to handle stringy chips, and can be used with hinge or scraper belts.
- Unlike many nylon mesh drum systems, CDF technology does not need two belt systems to handle stringy chips, and can be used with hinge or scraper belts.
- Continuous Self-Cleaning Operation
- Continuous spraying of filtered coolant against the stainless steel media removes fines & chips. No outside source such as air or steam is used.
- Continuous spraying of filtered coolant against the stainless steel media removes fines & chips. No outside source such as air or steam is used.
- Patented Disc Filtration Design
- Hennig's innovative design provides a direct coolant flow path into the coolant tank reservoir, and filters a wide variety of materials both in water and oil based coolants.
- Hennig's innovative design provides a direct coolant flow path into the coolant tank reservoir, and filters a wide variety of materials both in water and oil based coolants.
- Stainless Steel Media
- Handles momentary or continuous heavy chip loads from 25-120 microns nominal, which can be a problem with nylon mesh, drum filters.
1. Coarse Chip Removal
With hinge or scraper belt:
The belt (hinge or scraper) collects larger chips and particles for discharge into the chip hopper.
Removing coarse chips before they reach disc filter keeps them from bundling and jamming the system, which fosters extremely efficient fine particle filtration.
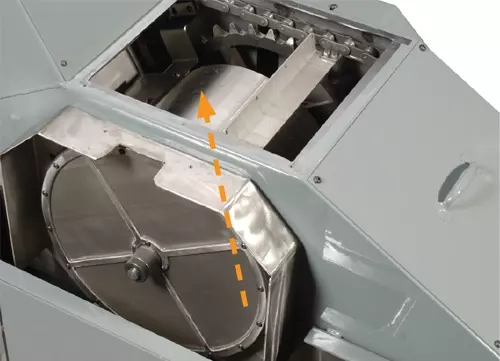
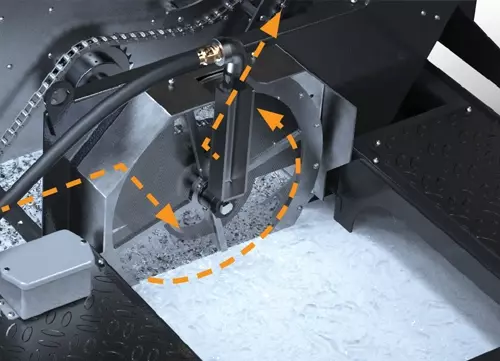
2. Fine Particle Filtration
Filtering Coolant:
Small particles that escape the belt naturally migrate with the coolant flow to the rotating disc filter. There, particles down to 25 microns are collected and the cleaned coolant flows back into your tank.
Removing particles:
The collected particles rotate with the disc filter and are lifted out of the coolant, towards the backwash spray. There, the particles are blasted onto the belt with a backwash spray and removed along with the coarse chips.
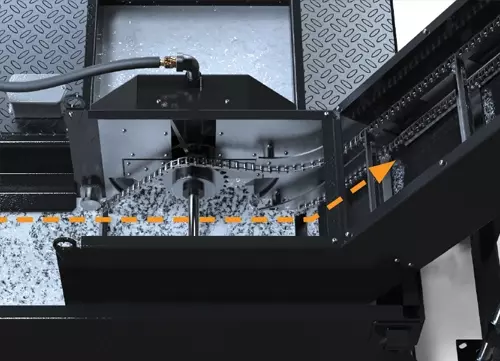
3. Cast Iron Micro-Filtration
Collecting and discarding cast iron fines:
If you're looking to filter cast iron fines, the addition of a solid rotating magnetic drum allows for cast iron fines to be collected and removed from the coolant.
When enough particles have collected on the magnetic drum to form a heavy sludge, the sludge drops onto the dry conveyor incline and is discarded along with the coarse chips and particles that have been collected on the disc filter into the chip hopper.